
Innovation
- Better BusinessBetter Business
- Economic PerformanceEconomic Performance
- Governance and EthicsGovernance and Ethics
- InnovationInnovation
- Supply Chain StewardshipSupply Chain Stewardship
- Product StewardshipProduct Stewardship
- Public PolicyPublic Policy
Innovation is central to long-term value creation. We continuously evolve to deliver new and unique product offerings which cater to consumers’ changing needs, for example, towards more beverage choices, flexibility and affordability. Through innovation, we also improve the operational efficiency of our manufacturing processes and better manage our impacts on the environment. Further guided by the ‘circular economy’ principle of decoupling our activities from the consumption of finite resources, we continuously innovate for longer shelf life and better recyclability of our product packaging.
- 10% product innovation for commercialised F&N products by 2025
We innovate through an Research & Development team in Singapore to develop new products and eco-friendly packaging that meet evolving tastes and lifestyles. For food packaging, the team collaborates with Nanyang Technological University (NTU). The result is more choice of beverages, in packaging that is fit for purpose.
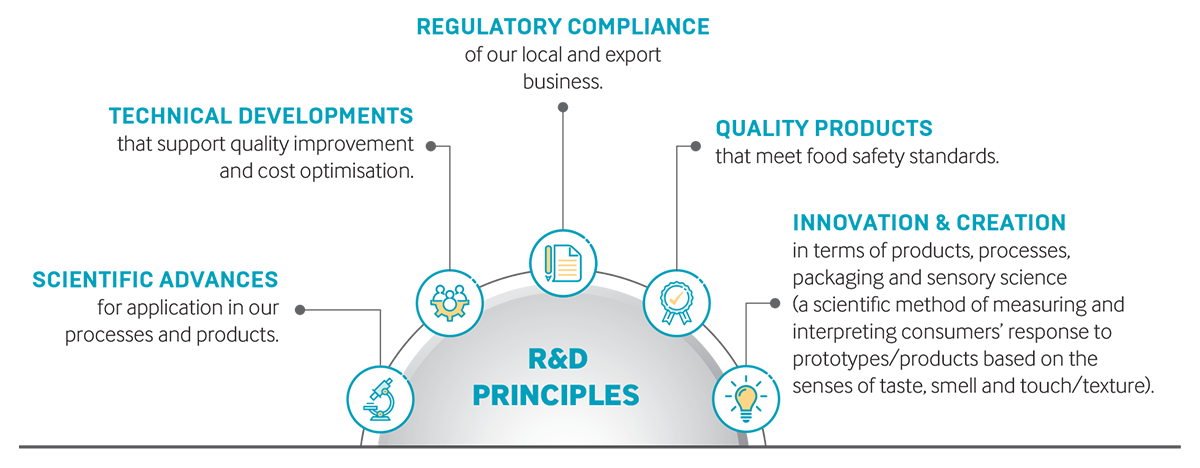
The goals of R&D at F&NHB are guided by the following principles:
Over the past year, we launched new healthier product options and more convenient packaging to meet the diverse needs of our consumers. We have also been implementing employee-driven innovative manufacturing processes that increase productivity and improve environmental performance such as lower Greenhouse Gas (GHG emissions), waste reduction and water savings.
Product Innovation: Meeting consumer’s evolving needs through product choice and availability
Process Innovation: Improving our operations to increase resource efficiency, reduce environmental impact and contribute to a circular economy
To promote continuous improvement in productivity, quality, cost, delivery, safety, ethics and environment, we organised an annual competition since 2007, which encouraged manufacturing teams to propose and implement innovative and cost saving initiatives. Participants work in groups and are empowered to implement their ideas. The innovative ideas initiated through the convention have already successfully achieved an average saving/avoidance of THB 31 million per annum.
Special showcase of 2 winning ideas:
New Way of Increasing Capacity – Utilising the 7 QC tools, our team in Thailand brainstormed and generated a great idea to increase the processing capacity for one of the manufacturing lines through small improvement of the production process – connecting plate from one line to another line. With this, it has witnessed a remarkable 40% increase in processing capacity for SCM2, raising output from 20 tonnes to 28 tonnes per hour. Labour productivity has also seen a significant boost of 30%, driven by streamlined processes and enhanced methodologies. Energy consumption has been reduced by 20%. Overall, these improvements have resulted in an annual cost saving of 4.2 million Thai Baht. This financial benefit highlights the effectiveness of the programme in delivering tangible results and achieving substantial economic gains.
Installation of packing robot – Through the manufacturing development programme, our team in Thailand implemented a successful initiative to improve productivity by installing packing robot. Prior to the installation, the monthly output was 29,000 cases. Following the implementation of the robot, this figure surged to 40,000 cases per month, representing a substantial boost in production efficiency. Additionally, labour productivity has improved by 50%, reflecting a significant increase in the efficiency of our workforce, as the robot handles a substantial portion of the packing tasks. The introduction of the packing robot has led to considerable cost savings of over 7.8 million baht annually through savings of packaging material. By reducing the use of paper in the packing process, we have achieved a significant reduction of 300 kg per week. This decrease in paper consumption not only supports our commitment to environmental stewardship but also aligns with our broader sustainability goals.
These 2 ideas represent a pivotal advancement in our development programme, delivering substantial improvements in productivity, cost efficiency, and environmental impact. This initiative exemplifies our dedication to continuous improvement and operational excellence.